Explore Eddyfi Technologies Product Lines
Mechanized PAUT and TOFD Inspection Techniques for Monopile and Wind Tower Welds
Ask an expertAs the global demand for renewable energy grows, offshore wind farms are playing an increasingly critical role in meeting sustainability targets. Monopiles and wind towers form the backbone of these massive offshore structures, enduring extreme environmental conditions while supporting immense loads. Ensuring the structural integrity of their welds is paramount to maximizing service life and minimizing maintenance costs.
Phased Array Ultrasonic Testing (PAUT), sometimes complemented by Time-of Flight Diffraction (TOFD) has emerged as a leading Non-Destructive Testing (NDT) method for weld inspection in large-scale structures due to its precision, efficiency, and adaptability. However, inspections of monopile and wind tower welds present unique challenges, including the thickness range of the components, the various weld geometries and the need for rapid and code compliant examinations. Eddyfi Technologies is addressing these challenges with the development of new inspection techniques using well-selected PAUT and TOFD probes, to optimize the weld inspections for these applications.
This application note explores the benefits of PAUT and TOFD for monopile and wind tower weld inspections, highlights common challenges, and demonstrates how our solution can enhance inspection reliability and performance.
The Challenge
Rapid full volumetric NDT inspection of large welds (up to 35 meters/115 feet long) of monopiles and wind towers, with wall thicknesses up to 130 millimeters/5 inches.

Figure 1:
Large monopile, showing both circumferential and longitudinal welds
NDT of wind tower welds after manufacturing is essential to ensure the structural integrity and safety of wind turbines. The welds in large monopiles can be up to 35 meters (m) or 115 feet (ft) long with wall thickness up to 130 millimeters (mm) or 5 inches (in). According to the applicable codes, these large welds require full volumetric examinations.
For decades, industrial Radiographic Testing (RT) complemented with manual UT have been the commonly used examination techniques for manufacturing inspections after welding, but this inspection process has several drawbacks. RT comes with inherent radiation safety issues, and it is disruptive to other manufacturing activities, which generates overall productivity issues. Also, the complementary manual UT inspection does not produce permanent records. Over the last decade, safety regulations worldwide have become increasingly more severe, and the use of industrial radiography has been drastically restricted. At the same time, codes and standards have evolved to allow for encoded ultrasonic testing to replace radiography as the volumetric examination technique.
However, several challenges can complicate these encoded UT inspections, including the wide thickness range of the components, the various weld geometries and the need for rapid and efficient data recording and analysis.
The Solution
Combination of mechanized PAUT and TOFD, supported by a high-power PAUT instrument controlled by industry-leading software.
Eddyfi Technologies proposes a combination of fully mechanized phased array UT and TOFD techniques to perform the volumetric inspection of the monopile welds, “in Lieu of RT”, a methodology that can drastically reduce the total inspection time. The solution is intended to fulfil requirements of most applicable codes (e.g. DNVGL-CG-0051, ISO-13588, and ISO-10863), but customization to other codes or customer requirements is possible.
The solution consists of:
Eddyfi Technologies’ EMERALD, a high-power PAUT instrument controlled by UltraVision® Classic, the industry-leading software for mission critical weld inspections
A complete set of well-selected PAUT and TOFD probe assemblies, covering the considered range of wall thicknesses
NAV2 motorized scanning system capable of carrying a frame with up to 12 probes simultaneously; as an alternative, the probe frame can also be interfaced with the robot provided by the integrator or the end-customer
EMERALD and UltraVision Classic
Eddyfi Technologies’ EMERALD (see Figure 2) is a compact phased array ultrasonic testing instrument that supports PAUT, TOFD, and other conventional UT techniques. It is configured as a 64/128PR system, with separate conventional UT channels at 200 V. It has the performance to run all required techniques in a single scanning sequence, and with its bipolar pulse for the phased array channels it features exceptional signal quality meaning it can achieve high amplification without signal distortion.
UltraVision Classic software is a complete inspection package that manages all phases of the inspection process, starting from probe design and validation, preparation and validation of scan plans, data acquisition with the EMERALD unit while providing real-time imaging of the signals, and finally online as well as offline data analysis, evaluation and reporting. Given the large amount of data recorded when conducting a monopile weld inspection with all probes simultaneously, the fact that the software can handle data files with unlimited size makes it a perfect fit for this type of work.
Figure 2:
EMERALD compact phased array UT instrument
Inspection Techniques and Probe Assemblies
For the detection of circumferential flaws, both PAUT pulse-echo techniques and TOFD techniques are proposed. All probes and wedges are manufactured by Eddyfi Technologies, and seamlessly integrate with other Eddyfi components and software, ensuring optimal system performance.
Figure 3 shows the UltraVision scan plan for the PAUT pulse-echo techniques, including a total of four linear array probes with 32 elements at a nominal frequency of 5 MHz. The probes are fixed on wedges to generate sectorial sweeps with shear wave beams, thus covering the complete wall thickness. The probes are oriented perpendicular to the weld, and complete volumetric coverage is obtained by mechanically moving the probes parallel to the weld while recording all ultrasonic data for each encoded probe position. These shear wave inspection techniques are specifically sensitive for surface breaking planar flaws, e.g. cracks. The two probes closest to the WCL (weld center line) are aiming for far-surface breaking flaws in the weld root area, while the two probes further away from the weld are covering the weld cap and near-surface area, after skip. Whenever a crack is detected, its length and height can be measured in from the recorded data in the UltraVision software. The same inspection techniques also allow detection of other planar flaws (e.g. lack-of-fusion) and volumetric flaws, like porosity and inclusions.

Figure 3:
PAUT scan plan for circumferential flaws in narrow gap weld with wall thickness 100mm/3.9in
For embedded planar reflectors like lack-of-fusion, pulse-echo techniques work best when the beams are oriented essentially perpendicular to the flaw face. This is more complicated to achieve for narrow gap welds (see scan plan in Figure 3) with a weld bevel almost perpendicular to the scanning surface. The TOFD technique relies on diffracted signals instead of specular reflections and is therefore specifically suited to complement the pulse-echo techniques to detect the almost vertical lack-of fusion defects. In addition, TOFD is also very sensitive to the small porosities and it offers unmatched height sizing accuracy on far-surface cracks.
Figure 4 shows the code compliant scan plan for the TOFD techniques. For this weld with a wall thickness of 100mm/3.9in, three conventional TOFD pairs are used to adequately cover the complete depth range. The TOFD probes also have nominal frequency of 5 MHz and are fixed on wedges to generate longitudinal wave beams, each at a different angle.

Figure 4:
TOFD scan plan for circumferential flaws in narrow gap weld with wall thickness 100mm/3.9in
If the welding technique requires the examination for axial flaws, two conventional pulse-echo shear wave probes can be used. The probes are located at the WCL and oriented parallel to the weld (see Figure 5). They will pick-up the corner signal from surface-breaking axial cracks at the ID and the OD surfaces.

Figure 5:
Conventional pulse-echo scan plan for axial flaws
Figure 6 shows the scan plan for all inspection techniques in the UltraVision software. The EMERALD unit can be configured to run all probes simultaneously in a single one-line scanning sequence along the weld. When using a scan resolution of 1mm/0.04in (as per ISO-10683), the scanning speed is higher than 20mm/0.8in per second for a weld with a wall thickness of 100mm/3.9in. This means that the net scanning time for a weld with a circumference of 20 meters or 65 feet would be less than 20 minutes.
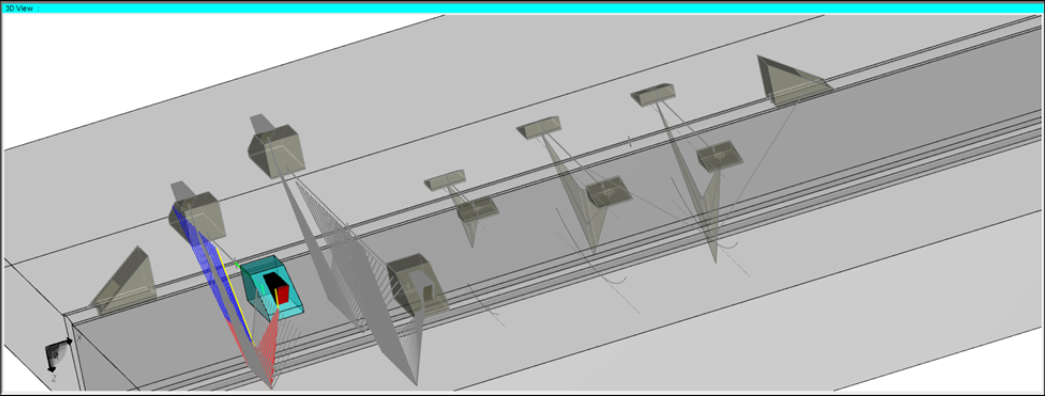
Figure 6:
Scan plan for narrow gap weld with wall thickness 100mm/3.9in, showing all inspection techniques; a total of 12 probes are deployed simultaneously
NAV2 Motorized Scanner
The NAV2 motorized scanner (see Figure 7) is a battery operated, robust, field-proven scanner that has been successfully deployed on various assets such as storage tanks, pressure vessels, pipelines, and other critical infrastructure. It can be used on pipes with diameters from 4 inches to flat. It can be configured for both circumferential & longitudinal welds.
Ask an Expert
Figure 7: NAV2 motorized scanner with standard probe configuration (customization required for the considered monopile inspections)
Benefits
- Improved detection, flaw characterization and sizing for better informed decisions, and reduction of inspection time.
The benefits of the innovative Eddyfi Technologies solution for the inspection of large monopile welds can be summarized as follows:
• EMERALD data acquisition system and NAV2 scanner allow deploying all required inspection techniques in a single scanning sequence, leading to drastic reduction of total inspection time
• High-quality standard and custom probes designed and manufactured in-house by our technical experts seamlessly integrate with Eddyfi phased array units and software
• UltraVision Classic software provides all the tools for an efficient inspection workflow, during set-up, calibration, inspection, data evaluation and reporting
• Industrially proven inspection system providing excellent flaw detection, characterization and sizing capability
• Drastic reduction of total inspection time
To learn more about how Eddyfi Technologies’ solutions can fit into your next inspection campaign, contact our team of experts who will be happy to help!
Author: Guy Maes