Explorez les lignes de produits d’Eddyfi Technologies
Ondes guidées (LRUT/GWT)
Le test d'ondes guidées (LRUT/GWT) est une technique efficace utilisée pour tester de grands volumes de matériau à partir d'un seul point de test.
Détails
LRUT pour la surveillance en service de la perte de métal dans les pipelines et la tuyauterie a été développé dans les années 1990 grâce à une collaboration technologique britannique de l'Imperial College et du Research Institute TWI qui a abouti à la sortie du premier produit de test à ondes guidées Teletest® en 1998, aujourd'hui connu sous le nom de Sonyks™ d'Eddyfi Technologies. Cette technologie a été encore améliorée au cours des 20 prochaines années jusqu'à ce que la marque soit vendue à Eddyfi Technologies en septembre 2017.
L'impulsion pour le développement de LRUT est que les contrôles d'épaisseur par ultrasons pour la corrosion, l'érosion, etc. sont très localisés, en ce sens qu'ils ne mesurent que l'épaisseur de la zone sous le transducteur UT.
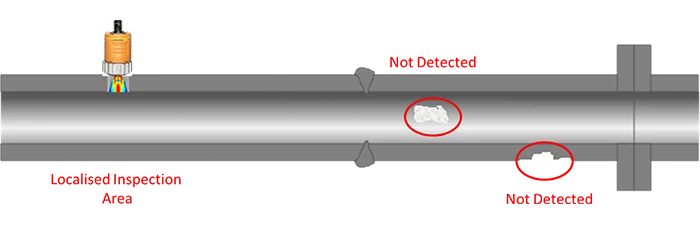 Inspection ponctuelle localisée
Inspection ponctuelle localisée
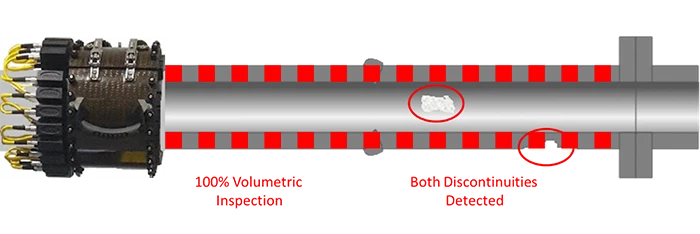
Le fonctionnement de la technique LRUT est illustré schématiquement sur la figure et Sonyks utilise des ultrasons guidés à basse fréquence se déplaçant le long du tuyau, offrant une couverture à 100% de la paroi du tuyau sans déplacer l'outil transducteur.
Selon l'état des canalisations, jusqu'à 350 mètres de tuyauterie peuvent être inspectés à partir d'un seul point de test. LRUT réduit les coûts d'accès et évite un retrait important de l'isolant (le cas échéant). L'ensemble de la paroi du tuyau est testé, obtenant un examen à 100% (y compris les zones telles que les colliers et les tuyaux gainés ou enterrés).
 Inspection UT à longue portée
Inspection UT à longue portée
Développement continu
Le développement et l'amélioration de LRUT ont été rapides au cours des 20 premières années depuis que le premier produit a été commercialisé. L'équipement peut désormais générer et utiliser pleinement l'un des trois principaux types d'ondes guidées (longitudinal, torsionnel et flexionnel). Il y a également eu des développements significatifs dans l'utilisation de la technologie à réseau phasé permettant de focaliser les ultrasons et d'analyser les réponses circonférentielles des défauts potentiels. De plus, les limites d'inspection ont augmenté de sorte que les colliers gonflables, les modules et les transducteurs sont capables d'inspecter des tuyaux jusqu'à 78” et une capacité de température accrue de 240 °C.
Demandez à un expert
Sensibilité d'inspection
Les premiers travaux ont montré que la plus petite zone de perte de métal que LRUT peut détecter est d'environ 3 % de la section transversale de la paroi du tuyau. Le niveau de rapport qui est normalement utilisé est une amplitude de signal équivalente à une zone de 9 %, pour garantir que les taux de faux appels sont maintenus à un niveau acceptable. Ces seuils ont été vérifiés par des «essais à l'aveugle» sans connaissance de défauts et les résultats ont été évalués de manière indépendante. Dans tous les essais indépendants réalisés au cours des 20 dernières années, les opérateurs LRUT ont trouvé tous les défauts supérieurs à 4,5 % de perte de surface en coupe transversale sur une variété de tailles de tuyaux et de conditions de tuyaux.
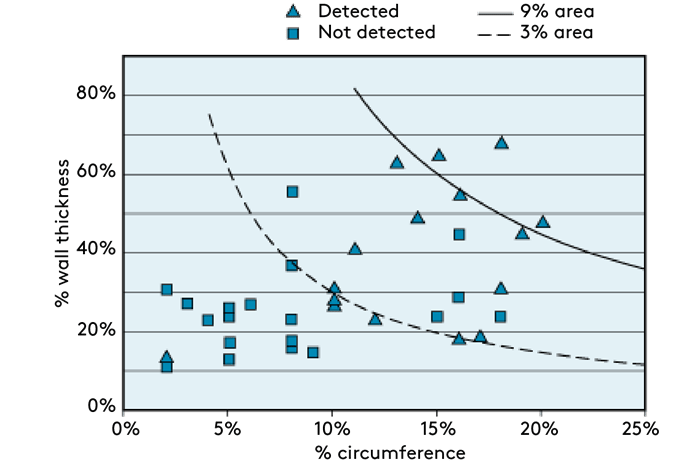
Les principaux facteurs qui affectent la sensibilité de LRUT sont:
- La taille de la zone corrodée, telle que «vue» par l'onde se propageant le long du tuyau. La détectabilité est liée à la proportion de la section transversale de la paroi du tuyau qui est perdue (combinaison de la profondeur et de l'étendue circonférentielle).
- L'étendue axiale de la zone corrodée. La technique est moins sensible à cette dimension, bien que les longs défauts produisent un signal plus fort que les plus courts.
- Caractéristiques du tuyau. Toutes les discontinuités affectent les signaux ultrasonores et donnent donc lieu à des réponses, telles que des soudures bout à bout, des coudes, des attaches, etc.
- Revêtements. Certains types de revêtement affectent le taux d'atténuation des ultrasons et réduisent donc la plage de test réalisable.
- Testez la sensibilité. Pour effectuer un test adéquat, un certain niveau d'ultrasons doit être généré (un rapport signal / bruit minimum), afin de maintenir la sensibilité attendue aux défauts.

Bien adapté à de nombreuses applications
Les tests à ultrasons à longue distance utilisant des ondes guidées sont l'une des rares méthodes de test qui sont capables d'examiner 100 % du volume de la paroi du tuyau à partir d'un emplacement d'outil. question a des zones difficiles à atteindre. Des inspections réussies ont été effectuées dans les applications suivantes:
En savoir plus
Tuyauterie du parc de stockage
- Longues longueurs de tuyaux
- Ligne isolée
- Lignes de liaison
- Inspection de la ligne de jetée
- Pénétrations des murs du Bund
- Inspection des ponceaux
- Traversées routières
Tuyauterie de raffinerie
- Corrosion sous isolation
- Corrosion simple
- Supports de tuyaux
- Inspection des tubes chauds - max 350 °C
- Inspection du tuyau surélevé
- Inspection de la ligne de torche
- La tuyauterie de la jetée
Applications offshore
- Corrosion sous isolation
- Riser inspection
- Pénétrations de pont
- Inspection de la zone d'éclaboussure
- Fretting sur les caissons
- Inspection de caisson
- Tuyauterie de dessus
- Joints pour panneaux de pont et joints coupe-feu
Autres inspections
- Passages à niveau
- Traversées de rivière
- Lignes de transmission
- Pipelines impiggables
- Pipelines enterrés
- Pieds de sphère isolés
- Interface air-sol