Explore Eddyfi Technologies Product Lines
From Time-based to Condition-based Assessment: ECA in Reformer Tubes
Steam reforming is a way to produce hydrogen, carbon monoxide, and other useful products from hydrocarbon fuels such as natural gas using a processing device called a reformer. It reacts high-temperature steam with the fuel.
The Challenge
- Detect ID and OD cracking from creep damage in hard-to-access reformer tubes from their outer surface.
Reformer tubes are subjected to extreme temperature cycling, generating enough mechanical stress to cause creep damage, which can evolves into cracking.
Many steam reforming asset operators use time-based assessment to retire tubes. Many of these operators want to move to condition-based assessment because retubing is a major expenditure and time-based assessment often leads to retiring tubes too early or too late.
Reformer tube assessment and life predictions require specific inspections and multi-parameter computations to provide asset operators with realistic usable data. At present, complimentary Non-Destructive Testing (NDT) methods are used to assess the condition of tubes with limited success: Ultrasonic Testing (UT), Eddy Current Testing (ECT), and profilometry.
Reformer tubes, however, are notoriously difficult to reach and dirty. Over time, their magnetic properties change, impacting eddy current penetration in such a way that ECT loses the necessary penetration to detect cracking, more particularly inner diameter (ID) cracking. This makes it impossible to detect the very early stages of creep damage before it breaks the surface—creep starts close to the then progresses inward and outward, where it first breaks the surface at the ID. Once creep damage reaches the OD, leaks or failure are imminent.
To address this situation, more and more operators are looking to move from time-based assessment to true condition-based assessment. This is why they are looking to eddy current array (ECA).
The Solution
- Using a saturated low-frequency eddy current array probe to envelop the tube and detect advanced creep damage from its exterior.
Eddyfi Technologies specializes in advanced electromagnetic inspection techniques, and over the years has developed several innovative ECA solutions for a variety of applications. ECA technology uses several individual coils working together in one assembly. In essence, ECA is supercharged ECT. In its simplest form, an eddy current array is a series of elements arranged in rows, enabling probes to cover a wider area than conventional, single-coil ECT probes. ECA probes effectively eliminate raster scans necessary when using pencil ECT probes. This has a significant impact on the time it takes to perform inspections and the quality of data.
To meet the expectation of scanning for creep damage while reformer tubes are in service, engineering a low-frequency ECA probe containing magnetic bridges that can partially saturate the inspected material and conform to various ODs was deemed ideal. Thus, saturated lowfrequency ECA offers the necessary penetration to detect cracking induced by creep.
.png?preset=details-img-fb)
The probes developed for this application enable inspecting tubes ODs 50.8–165.1 mm (2.0–6.5 in), penetrate walls as thick as 15 mm (0.59 in), and cover as much as 140 mm (5.51 in) of the surface of the tube in a single scan pass.
The probes’ titanium scan interface resists extremely well to wear from the reformer tubes’ rough surfaces. They are equipped with two rows of wheels that further help reduce friction at the scan interface. This makes it easy to move the probe along the length of tubes. Furthermore, the probes have detachable cables.
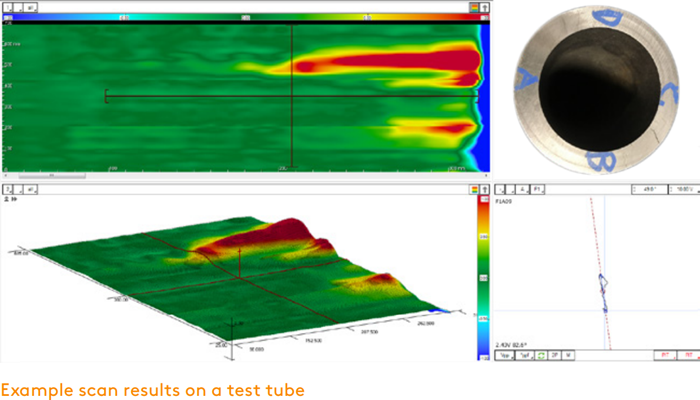
Cracking from creep are circumferential and longitudinal in tubes. Testing demonstrated that the probe was able to detect longitudinal and circumferential cracking at the ID of a 10.7 mm (0.42 in) tube down to 25% of the wall thickness (2.65 mm/0.104 in) and down to 50% of the thickness of circumferential welds. Of course, performance varies according to the tube’s wall thickness.
To drive the probe, we used the portable Reddy® instrument with its powerful embedded software Magnifi® GO that collects, records, and enables analyzing data directly on the instrument. The high-quality C-scans make analysis truly intuitive. The solution is also compatible with the multi-technology Ectane® instrument.
Reddy is also equipped with a premium quality 26.4 cm (10.4 in) optically bonded, non-reflective LED display covered with a 3 mm (1/8 in) thick strengthened glass. Reddy is designed for gloved hands and to be used under any lighting.
Magnifi GO is compatible with its full-fledged big brother Magnifi, which enables configuring inspection setups for Reddy and performing in-depth post-inspection data analysis on your desktop or laptop computer.
Benefits
- Quick and reliable condition assessment that can be monitored over time and contribute to extend the life of steam reforming assets.
This saturated low-frequency ECA solution can help save time and money, through its ability to perform scans while reformer tubes are in service. This, in turn, enables scanning all the tubes over a reasonably short period of time—useful as the condition of one tube is never the same as the next.
The solution is able to detect cracks that went previously unnoticed with other inspection methods, which means a better overall image of the asset’s condition and minimizing the cost of not knowing. At a cost of several thousands of dollars per tube and several millions for a complete retubing, this is a major step toward true condition-based assessment.
All the data from the solution can be recorded for post-inspection analysis, which makes it possible to monitor the progress of creep damage and to elaborate proper mitigation strategies within an overarching asset integrity management (AIM) program.
As you can see, ECA technology can greatly improve the speed and quality of results in this challenging application.